为了让您更全面地了解我们的杭州 石油裂化管挤压无缝钢管性价比高产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
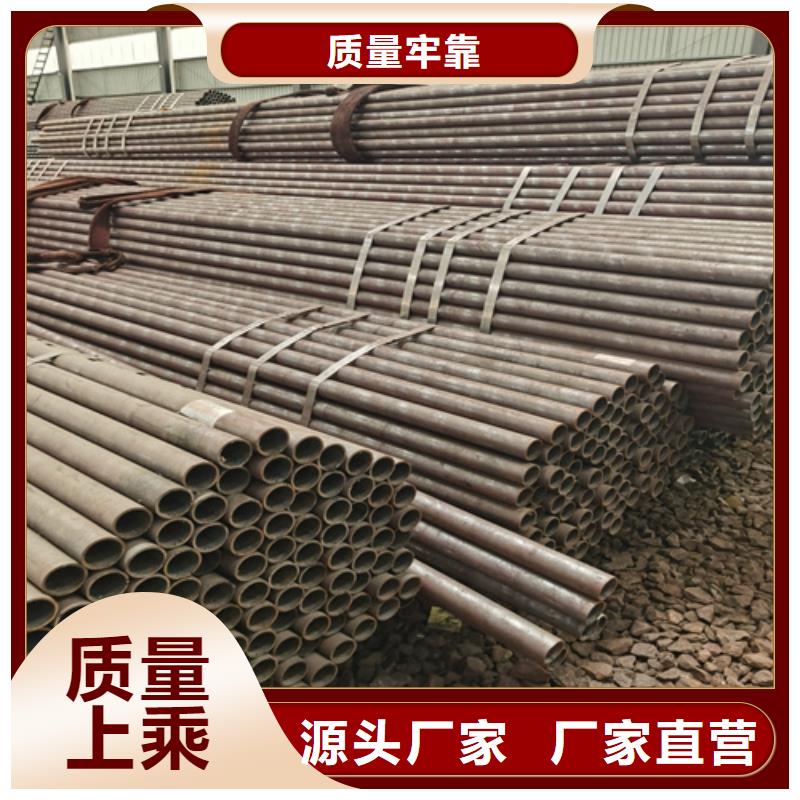
以下是:杭州 石油裂化管挤压无缝钢管性价比高的图文介绍

1Cr5Mo石油裂化管采用连轧,不仅提高了钢水收得率,从而提高综合成材率,而且与炉外精炼相配合,显著提高了生产效率,还省略了开坯工序,节约了大量能耗。1Cr5Mo石油裂化管连轧一般都与精炼炉配套,对钢水的化学成分和温度有严格要求;为防止钢水二次氧化,在连铸生产过程中要求采取无氧化保护浇注;对钢水包、中间包、滑动水口、浸入式水口等耐火材料要求严格;1Cr5Mo石油裂化管为保证连轧坯的表面质量,选择合适的保护渣;连铸过程中因结晶器的振动在连轧坯表面上形成的振痕要加以控制;铁素体9948石油管连铸时必须采用电磁搅拌 [1] 。


石油裂化管在生产实践中选择工件的淬火加热温度时,除了遵守上述一般原则外,还要考虑工件的化学成分、技术要求、尺寸形状、原始组织以及加热设备、冷却介质等诸多因素的影响,对加热温度予以适当调整。如20#石油裂化钢管零件,通常取上限,对于形状复杂零件取下限。
石油裂化管强韧化新工艺选用的淬火加热温度与常用淬火温度有所区别石油裂化管。如亚温淬火是亚共析钢在略低于AC3的温度奥氏体化后淬火,这样可提高韧性,降低脆性转折温度,并可消除回火脆性。如45、40Cr、60Si2等材料制成的工件亚温淬火加热温度为AC3-(5~10℃)。
石油裂化管采用高温淬火可获得较多的板条状马氏体或使全部板条马氏体提高强度和韧性。如20#石油裂化钢管在940℃淬火,5CrMnMo钢在890℃淬火,20CrMnMo钢在920℃淬火,效果较好。
石油裂化管 高碳钢低温、快速、短时加热淬火,适当降低20#石油裂化钢管的淬火加热温度,或采用快速加石油裂化管热及缩短保温时间的办法,可减少奥氏体的碳含量,提高钢的韧性。 [2]



多鑫天德实业发展有限公司十分注重 薄壁无缝钢管、产品质量,始终坚持以质量求生存、以信誉求发展的经营宗费时,积累了多年专业制造生产 薄壁无缝钢管、的经验,不断完善管理制度,超越自我,不断追求 薄壁无缝钢管、产吕的完美而不懈努力!我们可以根据您的需求定制、设计等一系列服务。
多鑫天德实业发展有限公司真诚期 待为您创造更多的空间,携手共进,共创辉煌!

示,按SY/T6194-96“石油裂化管”分短螺纹套管及其接箍和长螺纹套管及其接箍两种。按SY/T6194-96规定,套管长度不定尺,其范围8-13m。但不短于6m的套管可以提供,其数量不得超过20%。套管及接箍螺纹表面应光滑,不允许有毛刺、撕破及足以使15CrMo石油裂化管中断影响强度和紧密连接的其他缺陷。
石油裂化管制造工艺:热轧、冷拔、热扩 。
10#、20#
15CrMo
1Cr2Mo
1Cr5Mo重量计算公式:
普碳石油裂化管:(外径-壁厚)X壁厚X0.02466=KG/M
合金石油裂化管:(外径-壁厚)X壁厚X0.02486=KG/M





 扫一扫
扫一扫